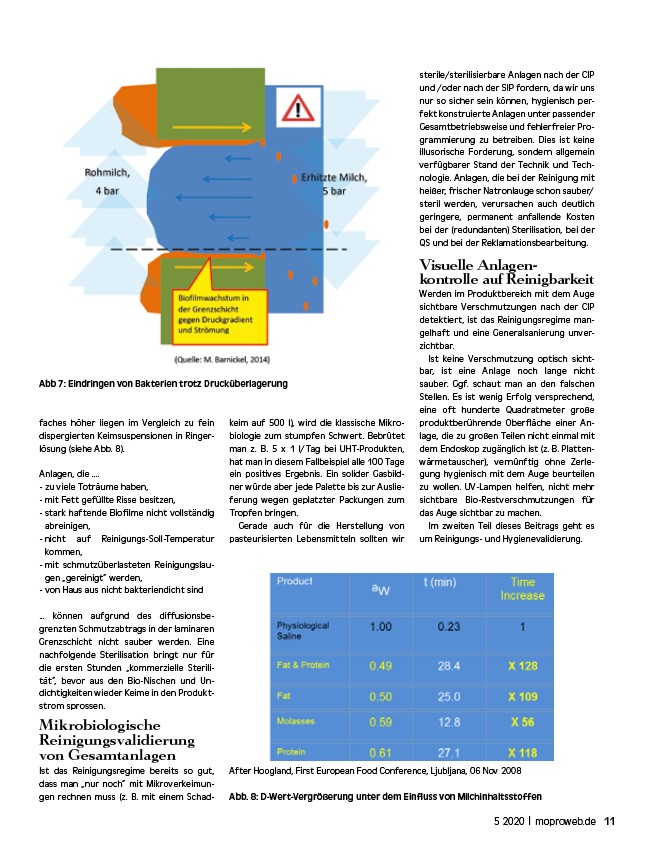
After Hoogland, First European Food Conference, Ljubljana, 06 Nov 2008
After Hoogland, First European Food Conference, Ljubljana, 06
Nov 2008
5 2020 | moproweb.de 11
faches höher liegen im Vergleich zu fein
dispergierten Keimsuspensionen in Ringerlösung
(siehe Abb. 8).
Anlagen, die ….
- zu viele Toträume haben,
- mit Fett gefüllte Risse besitzen,
- stark haftende Biofilme nicht vollständig
abreinigen,
- nicht auf Reinigungs-Soll-Temperatur
kommen,
- mit schmutzüberlasteten Reinigungslaugen
„gereinigt“ werden,
- von Haus aus nicht bakteriendicht sind
… können aufgrund des diffusionsbegrenzten
Schmutzabtrags in der laminaren
Grenzschicht nicht sauber werden. Eine
nachfolgende Sterilisation bringt nur für
die ersten Stunden „kommerzielle Sterilität”,
bevor aus den Bio-Nischen und Undichtigkeiten
wieder Keime in den Produktstrom
sprossen.
Mikrobiologische
Reinigungsvalidierung
von Gesamtanlagen
Ist das Reinigungsregime bereits so gut,
dass man „nur noch“ mit Mikroverkeimungen
rechnen muss (z. B. mit einem Schadkeim
auf 500 l), wird die klassische Mikrobiologie
zum stumpfen Schwert. Bebrütet
man z. B. 5 x 1 l/Tag bei UHT-Produkten,
hat man in diesem Fallbeispiel alle 100 Tage
ein positives Ergebnis. Ein solider Gasbildner
würde aber jede Palette bis zur Auslieferung
wegen geplatzter Packungen zum
Tropfen bringen.
Gerade auch für die Herstellung von
pasteurisierten Lebensmitteln sollten wir
sterile/sterilisierbare Anlagen nach der CIP
und /oder nach der SIP fordern, da wir uns
nur so sicher sein können, hygienisch perfekt
konstruierte Anlagen unter passender
Gesamtbetriebsweise und fehlerfreier Programmierung
zu betreiben. Dies ist keine
illusorische Forderung, sondern allgemein
verfügbarer Stand der Technik und Technologie.
Anlagen, die bei der Reinigung mit
heißer, frischer Natronlauge schon sauber/
steril werden, verursachen auch deutlich
geringere, permanent anfallende Kosten
bei der (redundanten) Sterilisation, bei der
QS und bei der Reklamationsbearbeitung.
Visuelle Anlagen-
kontrolle auf Reinigbarkeit
Werden im Produktbereich mit dem Auge
sichtbare Verschmutzungen nach der CIP
detektiert, ist das Reinigungsregime mangelhaft
und eine Generalsanierung unverzichtbar.
Ist keine Verschmutzung optisch sichtbar,
ist eine Anlage noch lange nicht
sauber. Ggf. schaut man an den falschen
Stellen. Es ist wenig Erfolg versprechend,
eine oft hunderte Quadratmeter große
produktberührende Oberfläche einer Anlage,
die zu großen Teilen nicht einmal mit
dem Endoskop zugänglich ist (z. B. Plattenwärmetauscher),
vernünftig ohne Zerlegung
hygienisch mit dem Auge beurteilen
zu wollen. UV-Lampen helfen, nicht mehr
sichtbare Bio-Restverschmutzungen für
das Auge sichtbar zu machen.
Im zweiten Teil dieses Beitrags geht es
um Reinigungs- und Hygienevalidierung.
Abb 7: Eindringen von Bakterien trotz Drucküberlagerung
Abb. 8: D-Wert-Vergrößerung unter dem Einfluss von Milchinhaltsstoffen
Abb. 8: D-Wert-Vergrößerung unter dem Einfluss von Milchinhaltsstoffen
/moproweb.de
/moproweb.de
/moproweb.de