Laminare
Grenzschicht
Anzeige
5 2020 | moproweb.de 9
100
10
1
0,1
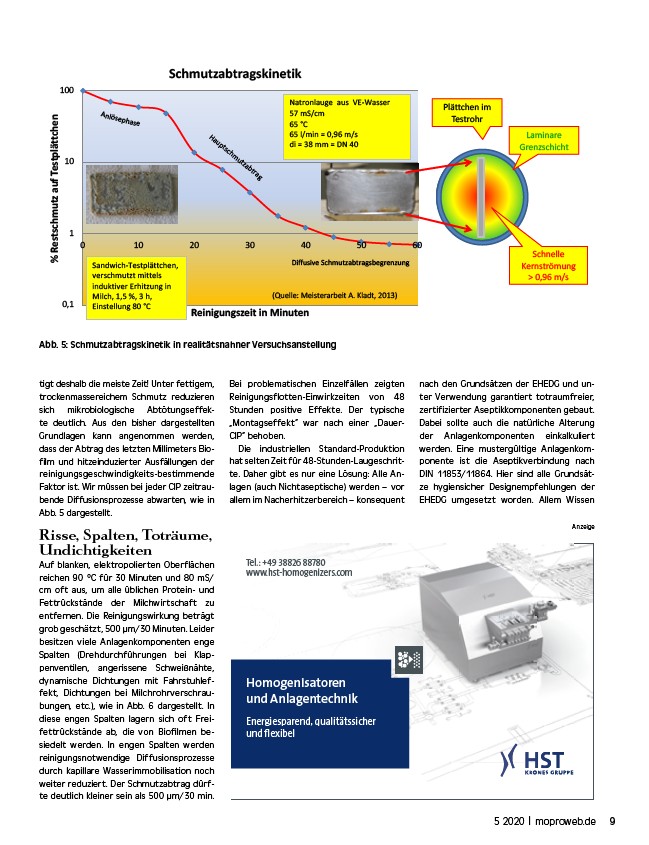
Schmutzabtragskinetik
Natronlauge aus VE-Wasser
57 mS/cm
65 °C
65 l/min = 0,96 m/s
di = 38 mm = DN 40
0 10 20 30 40 50 60
% Restschmutz auf Testplättchen
Reinigungszeit in Minuten
tigt deshalb die meiste Zeit! Unter fettigem,
trockenmassereichem Schmutz reduzieren
sich mikrobiologische Abtötungseffekte
deutlich. Aus den bisher dargestellten
Grundlagen kann angenommen werden,
dass der Abtrag des letzten Millimeters Biofilm
und hitzeinduzierter Ausfällungen der
reinigungsgeschwindigkeits-bestimmende
Faktor ist. Wir müssen bei jeder CIP zeitraubende
Diffusionsprozesse abwarten, wie in
Abb. 5 dargestellt.
Risse, Spalten, Toträume,
Undichtigkeiten
Auf blanken, elektropolierten Oberflächen
reichen 90 °C für 30 Minuten und 80 mS/
cm oft aus, um alle üblichen Protein- und
Fettrückstände der Milchwirtschaft zu
entfernen. Die Reinigungswirkung beträgt
grob geschätzt, 500 μm/30 Minuten. Leider
besitzen viele Anlagenkomponenten enge
Spalten (Drehdurchführungen bei Klappenventilen,
angerissene Schweißnähte,
dynamische Dichtungen mit Fahrstuhleffekt,
Dichtungen bei Milchrohrverschraubungen,
etc.), wie in Abb. 6 dargestellt. In
diese engen Spalten lagern sich oft Freifettrückstände
ab, die von Biofilmen besiedelt
werden. In engen Spalten werden
reinigungsnotwendige Diffusionsprozesse
durch kapillare Wasserimmobilisation noch
weiter reduziert. Der Schmutzabtrag dürfte
deutlich kleiner sein als 500 μm/30 min.
Bei problematischen Einzelfällen zeigten
Reinigungsflotten-Einwirkzeiten von 48
Stunden positive Effekte. Der typische
„Montagseffekt“ war nach einer „Dauer-
CIP“ behoben.
Die industriellen Standard-Produktion
hat selten Zeit für 48-Stunden-Laugeschritte.
Daher gibt es nur eine Lösung: Alle Anlagen
(auch Nichtaseptische) werden – vor
allem im Nacherhitzerbereich – konsequent
nach den Grundsätzen der EHEDG und unter
Verwendung garantiert totraumfreier,
zertifizierter Aseptikkomponenten gebaut.
Dabei sollte auch die natürliche Alterung
der Anlagenkomponenten einkalkuliert
werden. Eine mustergültige Anlagenkomponente
ist die Aseptikverbindung nach
DIN 11853/11864. Hier sind alle Grundsätze
hygiensicher Designempfehlungen der
EHEDG umgesetzt worden. Allem Wissen
Abb. 5: Schmutzabtragskinetik in realitätsnahner Versuchsanstellung Abb. 5: Schmutzabtragskinetik in realitätsnahner Versuchsanstellung
Schnelle
Kernströmung
> 0,96 m/s
Sandwich-Testplättchen,
verschmutzt mittels
induktiver Erhitzung in
Milch, 1,5 %, 3 h,
Einstellung 80 °C
Diffusive Schmutzabtragsbegrenzung
Hauptschmutzabtrag
Anlösephase
(Quelle: Meisterarbeit A. Kladt, 2013)
Plättchen im
Testrohr
HST, 120 x 85 mm, Molkereiindustrie
Tel.: +49 38826 88780
www.hst-homogenizers.com
Homogenisatoren
und Anlagentechnik
Energiesparend, qualitätssicher
und fl exibel
HST.indd 1 15.01.18 08:10
/moproweb.de
/www.hst-homogenizers.com
/moproweb.de
/www.hst-homogenizers.com
/unternehmen.php
/moproweb.de
/www.hst-homogenizers.com