mi |
fangreichen Erfahrung über Hygiene und
Anlagenreinigung. Der Referent schilderte
die mannigfaltigen Fehler, die bei CIP-Prozessen
auftreten können, sowie kritische
Kons truk tionsfehler
von Anlagen
anhand von
Vorkommnissen
aus der Praxis –
wie von ihm gewohnt
äußerst
anschaulich auch
mit zahlreichen
Fotodokumentationen.
Beim Neubau
von Anlagen
empfahl Barnickel
die konsequente
Anwendung der
Kons truk tionsgrundsätze
für
Hygienisches Anlagendesign
nach
EHEDG. Design-, Programm- und Reinigungsvalidierung
sollten immer durchgeführt
werden.
Reinigungsverfahren sollten immer
gründlich, mehrphasig und auf die Verschmutzungshistorie
18 6 2021 | moproweb.de
adaptiert sein.
Keinesfalls sollte die Reinigungszeit „optimiert“
(= verkürzt) werden. Auch die
Reinigungstemperaturen sollten immer so
hoch wie möglich gefahren werden.
Stets gilt: sichtbare Verschmutzungen
auf produktberührenden Oberflächen zeigen
ein Totalversagen des Reinigungsregimes
an. Nasse Biofilme sind optisch, oft
auch unter UV-Licht, nicht sicher sichtbar.
Reinigungskontrollen im Nachspülwasser
erfassen zwar die ganze produktberührende
Anlageninnenseite, liefern aber bei
(hoffentlich) geringen Restschmutzmengen
stark verdünnte Analysenergebnisse.
Längere Einweichzeiten und VE-Wasser
mit geringsten Blindwerten, so Barnickel,
verbessern die Nachweissensitivität. Eine
Beprobung vor Produktionsbeginn (am
besten nach langer Stillstandszeit) ist
sinnvoller als direkt nach einer CIP/SIP.
Der Referent betonte, dass der menschlichen
Nase als Gaschromatograph zur
Beurteilung der Spülwasserqualität oft
vertraut werden kann. Die TOC-, CSB-,
ATP- und Gesamtkeimzahlmessung sind
oft, im Differenzverfahren angewandt,
geeignet, die Restschmutzmenge in Anlagen
zu quantifizieren. Die TOC- und
ATP-Messung sind schnelle, empfindliche
und schadstoffarme Verfahren, die in VENachspülwasser
die besten Ergebnisse liefern.
CSB-Verfahren dauern etwas länger
und hinterlassen entsorgungspflichtige
Chemikalien. Die Gesamtkeimzahluntersuchung
dauert Tage, liefert aber für jeder
Anlagengröße (z.B. 108 ml) bei Anwendung
des Umlaufverfahrens auch bei Resuzitationseffekten
präzise Ergebnisse selbst
bei Minimalkontaminationen (z.B. 10-8
cfu/ml). Die Validierung von Gesamtanlagen
auf mikrobiell aktive Verschmutzungen
kann als gelöst betrachtet werden.
„Vorbereitung“ von
Anfang an
Für Frank Thiemar, Weber Maschinenbau,
beginnt der Weg zum optimalen Ergebnis
bei der Käseverpackung bereits bei der
Konstruktion der Maschinen. Bevor überhaupt
an die Fertigung gegangen wird, erstellt
Weber einen digitalen Zwilling, den
der Kunde auf Herz und Nieren prüfen
kann. Das Unternehmen kann seit einiger
Zeit Gesamtlinien liefern, Thiemar baute
seine Ausführungen entsprechend „entlang
einer Linie“ auf.
Damit beim Aufschneiden von Käse ein
wirklich gutes Ergebnis erreicht werden
kann, hat Weber einen neuartigen Käseblockteiler
entwickelt. Diese Maschine
teilt die Blöcke so auf, dass Gewichtsunterschiede
der Riegel durch intelligente
Spuregalisierung ausgeglichen werden.
Damit kann der Slicer auf allen Schneidspuren
die gleiche Zahl an Produkten produzieren,
eine Robotik zum Ausgleich von
Fehlstellen kann entfallen.
Thiemar beschrieb den Unterscheid zwischen
reaktiver und proaktiver Gewichtsregelung.
Bei letzterer wird der Käseriegel
vor dem Schneiden gescannt, was ein
genaueres Arbeiten ermöglicht und ein
Give-away von
unter 0,1 % sowie
eine Gutausbeute
von über 99,5
% und damit ein
„perfektes Packungsgewicht“
ermöglicht. Neue
Vakuumgr e ifer
ersetzen beim
Weber S6 Slicer
den klassischen
Nadelgreifer für
die Käseriegel.
Dies erlaubt es,
den Anfall an
Endstücken um
bis zu 50 % zu reduzieren
und das
Yield um bis zu 2,5 % zu steigern.
Neu im Weber Sortiment ist der automatische
Bandeinleger weLOAD 7000. Er zeichnet
sich unter anderem durch eine sanfte
Produktbeförderung und automatische
Packungsausrichtung aus. Ausrichtbänder
richten die Scheibenstapel exakt aus, etwaige
Leerstellen werden direkt aus dem
Slicer nachbelegt. Danach kann die Aufschnittware
in die ebenfalls neue Tiefziehverpackungsmaschine
wePACK 7000
gehen. Sie verfügt über eine Bahnkantenregelung
für die Folie zum Ausgleich von
Wickelfehlern, wobei auf Tänzerrollen verzichtet
wird; dies beschleunigt den Sortenwechsel.
Das Servo-Hubwerk ist wartungsfrei,
Werkzeuge lassen sich leicht
wechseln.
Messtechnik
Tim Schrodt, Endress+Hauser, ging der
Frage nach, wie die Messtechnik einen
Produktionsbetrieb unter dem Motto Industrie
4.0 optimal unterstützen kann.
Feldgeräte werden erst dann zu smarten
Sensoren, wenn sie in IT-Konzepte integriert
sind, Kommunikation leisten und die
Daten einer maschinellen Auswertung zugänglich
machen. Selbstdiagnose, Selbstkalibration,
Hinweise zur vorbeugenden
Wartung und Vermittlung zusätzlicher
Informationen über Prozesse (z.B. Belagsmessung.,
Nassdampf- oder Gasblasenerkennung)
sowie integrierte Dokumentation
zeichnen moderne Sensoren aus. Merkma-
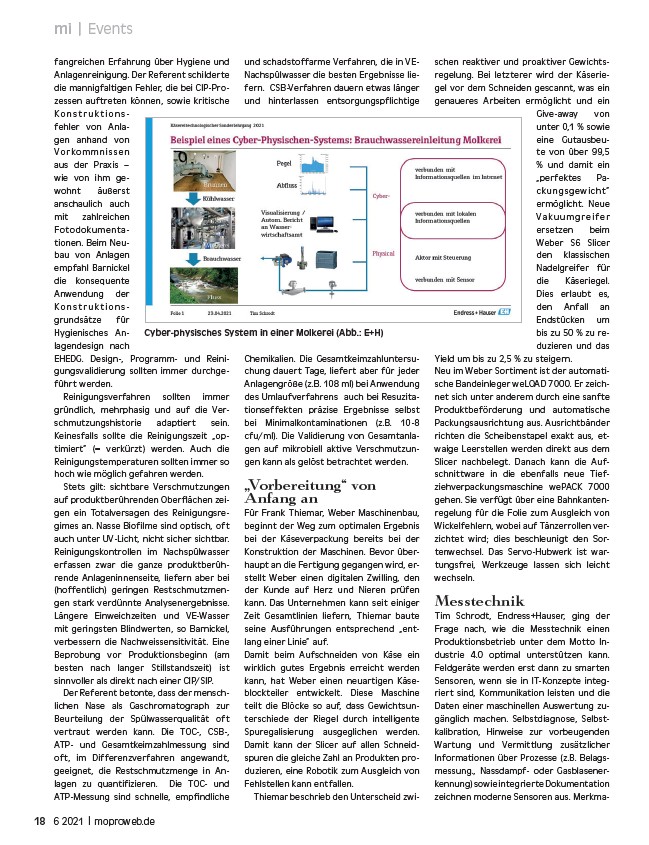
Cyber-physisches System in einer Molkerei (Abb.: E+H)
Events
/de
/moproweb.de
/de
/moproweb.de