OT- bzw. -UT gibt an, wie weit der Produktionsmittelwert von der
entsprechenden Toleranzgrenze entfernt ist. Setzt man diese Differenz
in Relation zu 3*σ, so ist der Quotient umso größer, je weiter
man von der Toleranzgrenze entfernt ist. Aus diesem Grund nimmt
man bei einem Spezifikationsintervall das Minimum der beiden Quotienten
als Beurteilungsgröße für die Prozessfähigkeit.
Aus der Automobilindustrie ist bekannt, dass man von Lieferanten
lebensnotwendiger Bauteile wie z. B. Bremsen fordert, einen Cpk-
Wert für den entsprechenden Produktionsprozess zwischen 1,33
und 1,67 nachzuweisen. Um die Bedeutung hiervon darzulegen, soll
folgende Tabelle dienen. Hierbei wird unterstellt, dass die Werte einer
Normalverteilung entstammen und der Produktionsmittelwert
in der Mitte des Spezifikationsintervalls sich befindet:
Die Forderung der Automobilindustrie an die Bremslieferanten bedeutet,
dass von 1 Million gelieferter Bremsen nur 1 bis maximal 63
Bremsen (1 bis 63 ppm) defekt sein dürfen.
Die Philosophie der Prozessfähigkeit muss auf die Prozesse in der
Milchwirtschaft übertragen werden, damit man zu einer produktbezogenen
Einschätzung für den Cpk-Wert kommt. Aus diesem Grund
seien folgende Beispiele angeführt:
• Ein Sterilitätstest bei UHT-Milch wird als bestanden akzeptiert,
wenn maximal 1 von 10.000 Packungen unsteril ist. Dies entspricht
einem Cpk-Wert von ca. 1,33, der aus dem akzeptierten Ausschussanteil
hergeleitet wurde.
• Eigene Untersuchungen vor einigen Jahren bei der Magerquarkproduktion
ergaben, dass ca. 0,3 % der Ware nicht den Forderungen
nach Mikrobiologie, Inhaltsstoffen, Füllmenge, usw. entsprachen.
Dies entspricht einem Cpk-Wert von ca. 1.
Die Untersuchung auf Prozessfähigkeit wird für alle relevanten und
interessierenden Prozessparameter durchgeführt. Vor der Serien-/
Massenproduktion ist der Zeitpunkt, wo dies analysiert wird. Wird in
einem existierenden Prozess eine wesentliche Änderung, z. B. neue
Anlagenkomponenten, andere Rohstoffe und/oder anderes Verpackungsmaterial,
vorgenommen, so muss die Prozessfähigkeit wieder
bestätigt werden.
Diese Art der Prozessbeurteilung lässt folgende Aspekte unberücksichtigt:
• Wie stellt man dauerhaft sicher, dass die Spezifikationsgrenzen eingehalten
werden, da die Prozessfähigkeit nur vor der ersten Massenproduktion
untersucht wird?
• Gibt es weitere Prozessbeurteilungskriterien?
• Ist ein Prozess mit großem Cpk-Wert wirtschaftlich?
42 3 2018 | moproweb.de
Sicherstellung der Einhaltung
von Spezifikationsgrenzen
Hierzu ist es erforderlich, die zu überwachende Größe untersuchungstechnisch
laufend zu ermitteln. Dies alleine reicht jedoch nicht
aus. Minimal ist eine Visualisierung der Daten am Prozessleitstand
notwendig, um das Bedienpersonal kontinuierlich über den Prozess
zu unterrichten. Heutzutage wird diese Visualisierung in Form einer
Qualitätsregelkarte (frühere Bezeichnung: Kontrollkarte) erledigt. Als
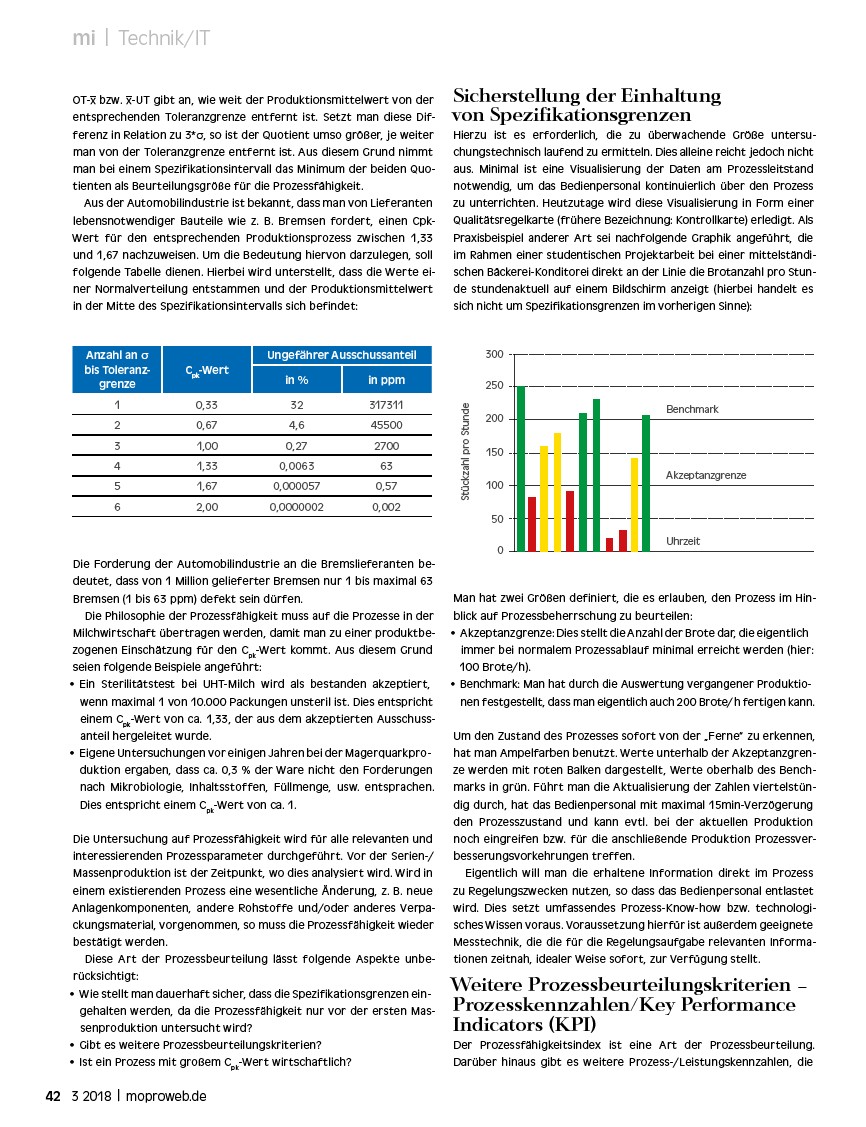
Praxisbeispiel anderer Art sei nachfolgende Graphik angeführt, die
im Rahmen einer studentischen Projektarbeit bei einer mittelständischen
Bäckerei-Konditorei direkt an der Linie die Brotanzahl pro Stunde
stundenaktuell auf einem Bildschirm anzeigt (hierbei handelt es
sich nicht um Spezifikationsgrenzen im vorherigen Sinne):
Anzahl an σ
bis Toleranzgrenze
Cpk-Wert
Ungefährer Ausschussanteil
in % in ppm
1 0,33 32 317311
2 0,67 4,6 45500
3 1,00 0,27 2700
4 1,33 0,0063 63
5 1,67 0,000057 0,57
6 2,00 0,0000002 0,002
300
200
150
100
50
0
Benchmark
Stückzahl pro Stunde
Akzeptanzgrenze
Uhrzeit
250
Man hat zwei Größen definiert, die es erlauben, den Prozess im Hinblick
auf Prozessbeherrschung zu beurteilen:
• Akzeptanzgrenze: Dies stellt die Anzahl der Brote dar, die eigentlich
immer bei normalem Prozessablauf minimal erreicht werden (hier:
100 Brote/h).
• Benchmark: Man hat durch die Auswertung vergangener Produktionen
festgestellt, dass man eigentlich auch 200 Brote/h fertigen kann.
Um den Zustand des Prozesses sofort von der „Ferne“ zu erkennen,
hat man Ampelfarben benutzt. Werte unterhalb der Akzeptanzgrenze
werden mit roten Balken dargestellt, Werte oberhalb des Benchmarks
in grün. Führt man die Aktualisierung der Zahlen viertelstündig
durch, hat das Bedienpersonal mit maximal 15min-Verzögerung
den Prozesszustand und kann evtl. bei der aktuellen Produktion
noch eingreifen bzw. für die anschließende Produktion Prozessverbesserungsvorkehrungen
treffen.
Eigentlich will man die erhaltene Information direkt im Prozess
zu Regelungszwecken nutzen, so dass das Bedienpersonal entlastet
wird. Dies setzt umfassendes Prozess-Know-how bzw. technologisches
Wissen voraus. Voraussetzung hierfür ist außerdem geeignete
Messtechnik, die die für die Regelungsaufgabe relevanten Informationen
zeitnah, idealer Weise sofort, zur Verfügung stellt.
Weitere Prozessbeurteilungskriterien –
Prozesskennzahlen/Key Performance
Indicators (KPI)
Der Prozessfähigkeitsindex ist eine Art der Prozessbeurteilung.
Darüber hinaus gibt es weitere Prozess-/Leistungskennzahlen, die
mi | Technik/IT